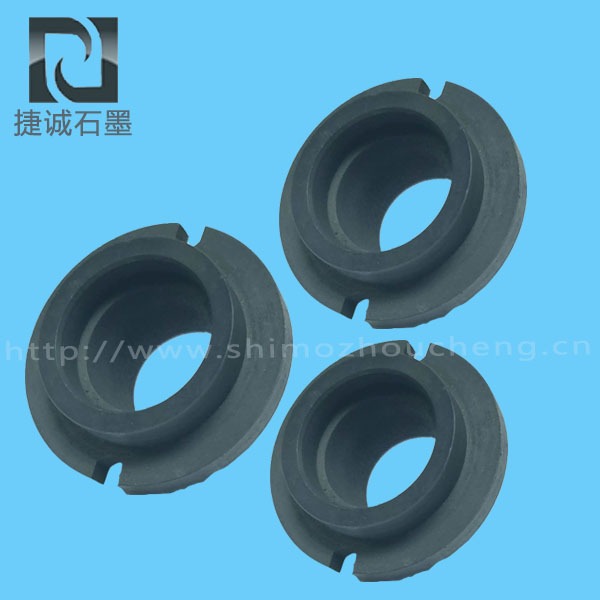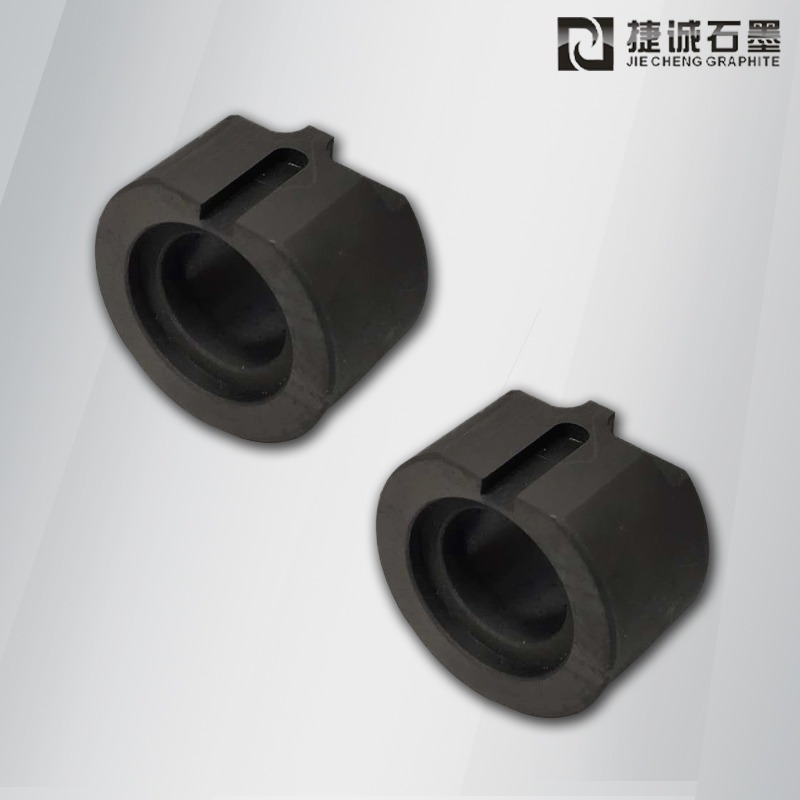
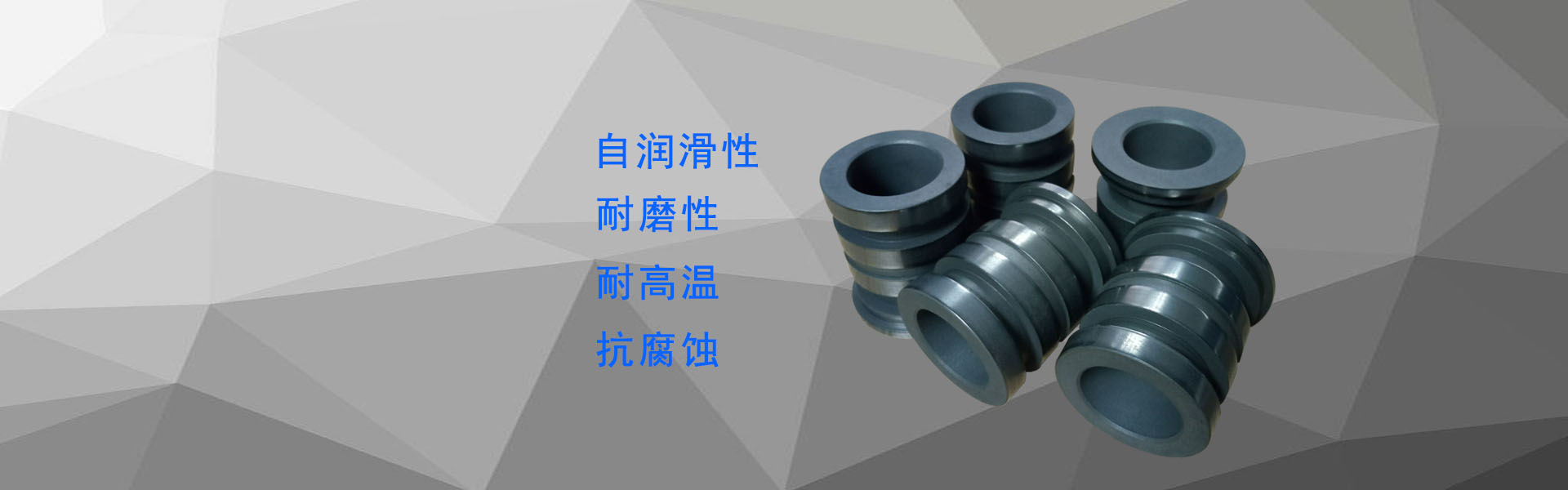
石墨轴承,浸渍耐磨石墨轴套
石墨轴承的质量控制是确保其功用安稳、延伸运用寿数并满意运用需求的要害。以下从原材料、出产进程、制品检测及持续改进四个方面,体系论述怎样完毕严峻的质量控制:
一、原材料质量控制
石墨材料选择
纯度要求:石墨纯度需≥99%(部分高端运用需≥99.9%),杂质(如铁、硫)含量过高会下降轴承的耐磨性和耐腐蚀性。
粒度分布:石墨颗粒的均匀性直接影响轴承的抵触系数和自润滑功用,需通过激光粒度剖析仪控制粒径分布规划(如D50=10-30μm)。
供货商处理:树立长期协作的优质供货商名单,守时抽检材料质量并追溯出产批次。
浸渍剂与添加剂
浸渍剂选择:树脂、金属(如铜、银)等浸渍剂需与石墨基体兼容,确保浸渍后孔隙率≤5%(通过压汞仪检测)。
添加剂配比:如添加MoS2、WS2等固体润滑剂时,需通过正交试验优化配比(如MoS2占比5%-10%),以平衡润滑性与强度。
二、出产进程质量控制
成型工艺控制
模具精度:模具公差需控制在±0.01mm以内,防止因标准误差导致轴承作业振动。
成型压力:依据石墨类型调整压力(如等静压成型压力为100-300MPa),确保密度均匀性(≥1.8g/cm3)。
脱模工艺:选用分段脱模或专用脱模剂,减少脱模裂纹。
烧结与浸渍工艺
烧结温度曲线:石墨化烧结需精确控制温度(2000-3000℃)和保温时刻(2-8小时),防止晶粒反常长大。
浸渍参数:真空浸渍时真空度需≤10Pa,浸渍压力和时刻需依据浸渍剂类型优化(如树脂浸渍压力为1-5MPa,时刻2-4小时)。
机加工与表面处理
加工精度:轴承内孔、外径及端面跳动需≤0.01mm,粗糙度Ra≤0.4μm(选用数控磨床加工)。
表面完整性:防止加工烧伤或裂纹,通过磁粉或渗透检测表面缺陷。
三、制品检测与验证
标准与形位公差检测
运用三坐标丈量仪(CMM)检测要害标准,公差需符合ISO或客户标准(如内孔公差H7级)。
物理功用查验
密度与孔隙率:通过阿基米德排水法丈量密度,压汞仪检测孔隙率。
硬度与强度:洛氏硬度(HR)或抗弯强度查验,确保硬度≥80HRB,抗弯强度≥50MPa。
抵触磨损功用:在抵触磨损试验机上仿照实践工况(如PV值=5-10MPa·m/s).。
化学与热安稳性查验
耐腐蚀性:在5% H2SO2溶液中浸泡72小时,质量损失率≤0.5%。
高温安稳性:在300℃下保温100小时,标准改变率≤0.1%。
作业仿照与寿数查验
在专用试验台上仿照实践工况(如转速、负载、温度),记载轴承作业寿数(MTBF≥5000小时)。
四、质量处理体系与持续改进
标准化流程
树立ISO 9001质量处理体系,掩盖从材料采购到制品出厂的全流程。
拟定作业指导书(SOP)和查验标准(SIP),清楚要害控制点(如烧结温度、浸渍压力)。
数据追溯与核算剖析
选用MES体系记载出产数据,通过SPC(核算进程控制)剖析进程才华指数(Cpk≥1.33)。
树立质量数据库,对不合格品进行根因剖析(如运用鱼骨图、5Why法)。
持续改进机制
守时举办质量改进会议,针对客户投诉或内部不良率拟定纠正办法(如优化烧结曲线、改进机加工工艺)。
展开六西格玛项目,下降质量不坚决(如将标准公差不坚决规划缩小30%)。
五、要害质量控制点总结
控制阶段 要害点 检测办法/东西 目标值
原材料 石墨纯度、粒度分布 激光粒度剖析仪、化学剖析法 纯度≥99%,D50=10-30μm
成型 模具精度、成型压力 三坐标丈量仪、压力传感器 公差±0.01mm,压力100-300MPa
烧结与浸渍 温度曲线、真空度 热电偶、真空计 温度2000-3000℃,真空度≤10Pa
机加工 标准精度、表面粗糙度 CMM、粗糙度仪 跳动≤0.01mm,Ra≤0.4μm
制品检测 密度、硬度、磨损率 阿基米德法、洛氏硬度计、抵触试验机 密度≥1.8g/cm3,硬度≥80HRB。
通过上述严峻的质量控制办法,石墨轴承的制品合格率可提升至99%以上,客户投诉率下降至0.5%以下,然后确保其在高速、高温、高负载等恶劣工况下的可靠作业。